
生产流程
阀门生产流程介绍:以下为阀门生产流程简介,具体详细的流程以及工艺请参考我公司技术新闻指导
一.阀体铸造
简图如下:

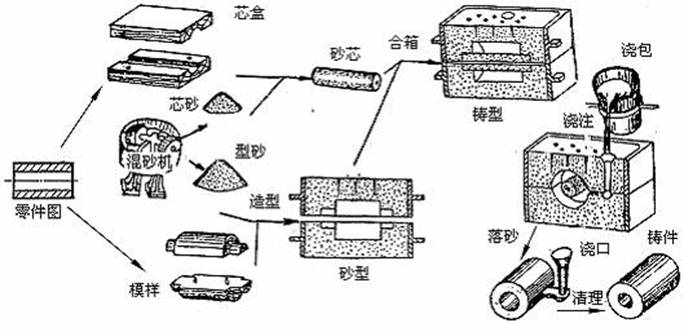
1.打蜡车间-模型-烫蜡-冷却
2.制壳车间-细砂-粗砂-制壳
3.退蜡
4.焙烧
5.浇铸
6.落沙又称通沙
7.打磨抛丸

二.铸件处理:
1.打磨
2.喷砂
3.铸钢、铬钼钢、低温钢(退火处理);
不锈钢类(酸洗、固溶处理)。
三.阀体加工

1.阀体中头加工,以及浇口处理
2.钻孔,反刀
3.密封面粗车
4.密封面堆焊(针对硬密封阀门进行堆焊工艺堆焊材质有耐磨,耐腐蚀,硬度要求等材料如下:Steel、2Cr13、D507Mo、304、316等等)
5.阀体以及通径大打磨
6.阀体密封面精加工
7.闸板阀瓣密封面粗车
8.闸板以及阀瓣进行堆焊
9.阀瓣以及闸板精加工
四.阀盖支架加工

1.球阀法兰以及通径加工(阀盖密封两向,阀盖浇口);止回阀阀盖外圆密封垫处加工
2.闸阀,截止阀类支架中头
3.支架上密封螺纹加工
4.支架填料以及并帽螺纹加工
5.支架千斤钻孔
6.支架阀杆螺母加油嘴攻丝
五.配件加工

1.锻压圆钢,退火(闸阀截止阀)
2.加工上密封,飞螺纹以及洗对边(闸阀截止阀)
3.磨光杆去毛刺(闸阀截止阀)
4.平阀杆底部让闸板受力均匀
5.球阀类加上四氟垫以及O型圈(软密封类)
6.除静电装置以及其他要求根据客户要求定制
7.我公司不锈钢球阀阀杆,球跟阀体同材质,螺栓为304螺柱标记B8,304螺帽为A2-70
8.闸阀,截止阀阀杆4"开始锻压,所有阀杆都测试上密封
9.阀杆螺母为六角铜材质螺母
10.我公司150LB方形金属垫全部为定制模型线切割带内环,内无焊点特制金属垫(优点比其他金属垫耐用,无论怎么装,怎么拆不会坏)
六.装配试压

1.闸阀150LB 6"以下配装T型并帽,6"开始配轴承,8"开始装双轴承,装置轴承并帽,打顶针,300LB闸阀4"开始同上;
2.所有手轮为喷塑烤漆,g端大气;
3.所有闸阀,截止阀壳体测试为密封压力1.5倍,密封测试为阀门密封要求压力1.1倍;
4.阀门每台都有测试上密封
七.成品验收

1.阀门外圆,凸台,眼距测量减压
2.外观检查
3.阀门密封水线封盖保护检查
4.各部位配件检查
八.装箱装柜发货

1.装箱整齐摆放
2.隔板分层保护
3.按时交货
